




Plazmový nástřik APS patří mezi univerzální technologii vytváření vrstev pomocí žárového nanášení. Princip metody je založen na hoření elektrického oblouku mezi wolframovou katodou a válcovou měděnou anodou tvořící trysku. Elektrický oblouk hoří v plazmové plynu, který je přiváděn do hořáku. Z hořáku vystupuje plazma s vysokou teplotou (až 2000 K). Do hořáku se pomocí nosného plynu přivádí přídavný materiál ve formě prášku. Prostřednictvím plazmových nástřiků lze aplikovat různé typy materiálu. Výhodou plazmového nástřiku je možnost aplikování keramických povlaků. Nevýhodou plazmového nástřiku oproti metodě vysokorychlostního nástřiku je malá soudržnost povlaku se základním materiálem a větší pórovitost.
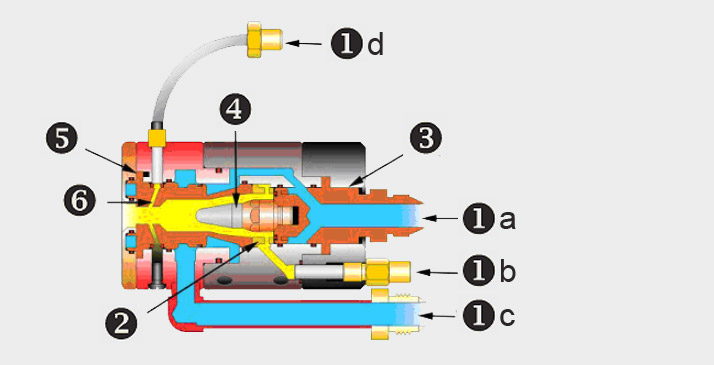
- a) Vstup chladící kapaliny / DC přívod (-)
b) Vstup plazmového plynu
c) Vstup chladící kapaliny / DC přívod (+)
d) Vstup prášku - Plynový injektor
- Přidržovač katody
- Katoda
- Anoda
- Otvor pro výstup prášku
Základní parametry nástřiku:
| Rychlost částic [m/s] | Adheze [MPa] | Obsah oxidů [%] | Pórovitost [%] | Výkon nanášení [kg/h] | Typická tloušťka nástřiku [mm] |
|---|---|---|---|---|---|
| 100–800 | 65 | 2–3 | 3–5 | 4–8 | 0,2–2 |
| Rychlost částic [m/s] | 100–800 |
| Adheze [MPa] | 65 |
| Obsah oxidů [%] | 2–3 |
| Pórovitost [%] | 3–5 |
| Výkon nanášení [kg/h] | 4–8 |
| Typická tloušťka nástřiku [mm] | 0,2–2 |
VÝHODY:
- možnost nanášení keramických povlaků
- nízká pórovitost
- nízké náklady
- jednoduchý nástřik velkých ploch (ruční stříkání)
NEVÝHODY:
- nižší soudržnost se základním materiálem (adheze)
- křehké chování
- vyšší teplota během nástřiku